P.E.I.-POINT SPOT WELDER









Sold
P.E.I.-POINT SPOT WELDER
$3,950 (USD)
Description
P.E.I.-POINT SPOT WELDER
PRICE: Loaded on Truck, Our Warehouse, York, PA ………… $3,950.00
HMC Stock # 22226-P
Machine Serial No.: 2001034
Machine Model No.: EUROPEI 18 PX1600
New Date: 2020
ALL DIMENSIONS ARE SPECIFIED IN MILLIMETERS
TECHNICAL DATA:
Rated Output at 50% (kVA): 18
Sec. Short Circuit Current (kA): 8.5
Max. Sec. Welding Current (kA): 6.8
Intermittence at Max. Welding Power (%): 3.5
Permanent Secondary Current (kA): 1.27
Secondary Voltage (V): 9.5
Single-Phase Supply Voltage (V): 400
Nominal Frequency (Hz): 50/60
Delayed Fuses (A): 32
A-Weighted Emission Sound Pressure Level (dB): <70 (A)
Overall Dimensions, WxDxH (mm): 1219 x 914 x 1397 x 85 Kg
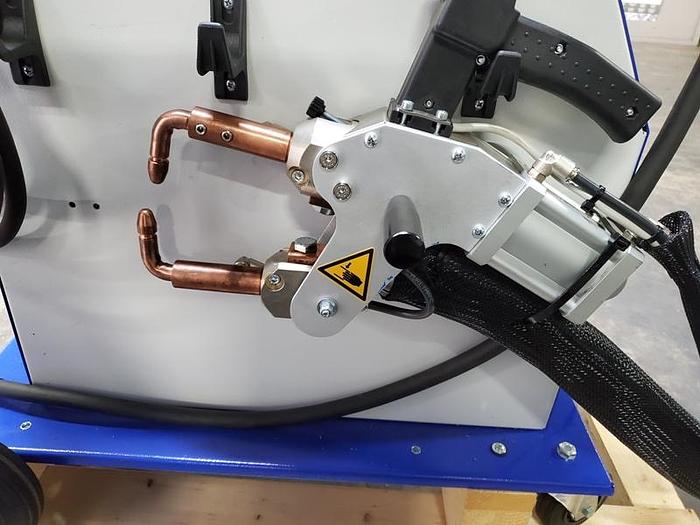
WELDING GUN:
Welding Capacity on Low-Carbon Steel (mm): 2,5+2,5
Force on the Electrodes (daN): 245
Air Consumption for Weld (l): 2
Arm Distance (mm): 90
Arm Length (mm): 135 - 500
Electrode Diameter (mm): 12
Cone (mm): Ø 12 - 1:10
Electrode Aperture (mm): 0 ÷ 45
Welding Cable Length (mm): 2000
SPOTTER GUN (OPTION):
Welding Capacity (mm): 1+1
Gun Cable Length (mm): 1800
Earth Cable Length (mm): 1500
Diameter of Spot-Welding Electrode (mm): 10
PERMISSIBLE LOAD DATA:
Max. Use Conditions (Spots/Minute) According to the Thickness to be Welded
Thickness: Max. No. Spots/Minute:
0.8 126
1 108
1.5 16
2 12
EQUIPPED WITH:
Manual
Assorted Welding Tips and Accessories
P.E.I.-POINT Welding Machines Must Only be Used for Welding Metals Keeping Within the Power Limits Given on the Data Plate. P.E.I.-POINT Welding Machines Cannot be Used to Exert Pressure or Deform Materials. Do Not Weld Materials that Can Generate Toxic Vapors or Cause Explosion Due to Heating.
P.E.I.-POINT Spot Welders Belong to the Family of Resistance Type Welding Machines. By this We Mean Autogenous Welding Obtained by Pressure, Without Using Weld Material, Using the Thermal Effect of Electricity Flowing Through the Components to be Welded (Joule Effect) for Heating.
The Components to be Welded are Gripped Between Two Electrodes with a Dual Purpose: to Let Electricity Pass Through and to Exert Enough Force for Welding.
The Intensity of the Current, the Force on the Electrodes and Weld Time are the Most Important Parameters for Welding. Force Must be Applied During the Electrodes' Squeeze Time Phases, Welding Time and Holding Time.
The Welding Cycle Phases are Managed by the Welding Control Unit; the Times Set are Given in Mains Periods (1/50th of a Second if Mains Frequency is 50 Hz).
Welding is Started Either by the Lower Button on the Gun or the Level Switch (Trigger) on the Studder Gun. Acting on the Pressure Regulator is Set to the Clamping Force of the Pneumatic Clamp. The Welding Machine is Equipped with Safety Thermostats to Stop Operation if it Overheats.
Specifications
| Model | EUROPEI 18 PX1600 |
| Year | 2020 |
| Condition | Used |
| Stock Number | 22226 |
| Size | 18KVA @ 50% |